塑料装饰
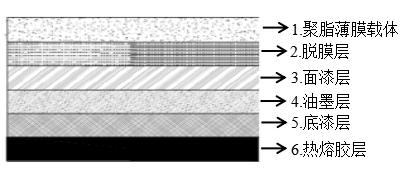
热转印挤出外观特点:亮银,拉丝,仿铝合金 --库尔兹转印膜;质量特点:漆层裸露,易受侵蚀、脱落,成本适中。
免喷涂挤出外观特点:非拉丝效果金属色 --材料自制,多样化;质量特点:色彩层分散于塑料中,耐摩擦不脱色,成本较低。
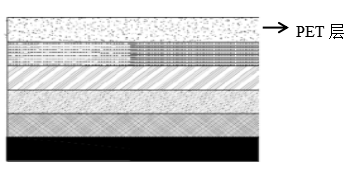
覆膜挤出外观特点:亮银,拉丝,仿铝合金—日本膜片;质量特点:漆层位于PET膜下,不掉色,成本较高。
热转印工艺: 在挤出成型后,转印层与塑料表面融为一体,形成高金属质感的装饰产品,主要产品以高亮、以及仿铝合金拉丝效果等以塑代铝的项目。
ABS+热转印+保护膜优势点:
1.热转印传统工艺,工艺成熟,一次烫印,成本具有竞争力。
2.外观精细化高,多样性好,可替代铝合金以及拉丝外观;
不足点:
1.保证膜片供应商产品稳定;
2.生产热转印对转印温度以及转印压力有较高要求;
3.保护膜易与烫印膜发生反应,保护膜选要求高;
4. 耐磨相对差一些。
应用:目前主要产品工艺。
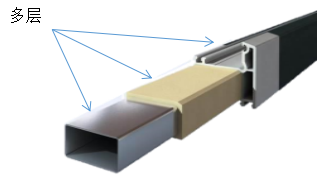
免喷涂共挤工艺:塑料异型材共挤出的目的就是要将不同性质的高聚物挤到同一型材的不同部位从而赋予型材特殊功能要求或是获得最佳的性价比。
免喷涂共挤优势点:
1.材料为:ABS基料+ABS表面料,两材料在挤出机头同时挤出。同种材料,结合力强,具有良好的耐磨和耐刮擦性能。
2. 成本具有竞争力。
不足点:受限于材料因素,目前只能实现免喷涂磨砂效果。无法实现拉丝。
应用:目前西门子冰箱在使用中,海尔部分玻璃卡条、平座、抽屉等在使用。
覆膜挤出--模内共挤工艺:与前两者最大的不同,本工艺是高亮膜和挤出料同时进入模具,同时挤出。既能实现热转印的高亮效果,又能满足异型共挤的附着牢固性。
覆膜挤出—后转印覆膜工艺:此工艺与热转印工艺相近,都是在挤出产品成型后,在经过热棍,通过热压的形式将膜片层与挤出件粘结。与普通热转印的区别在于,膜片表面增加一层PET膜,对原烫印膜油漆层进行一定的保护。覆膜后,无载体膜脱离。
模内共挤工艺覆膜位置:塑料件成型模具内,优势点:1.膜片与塑料成型件在模具内同时挤出,膜片背面的ABS涂层与ABS基材高温熔化粘结,粘结力强。
2.膜片表面具有PET保护层,具有优良的耐刮擦、耐腐蚀性能。在汽车产品中大量应用,可靠性较高。
不足点:成本较高,开模周期长。
应用:目前主要在三星、LG品牌上使用;海尔对开门上产品有使用。